23 avril 2009
4
23
/04
/avril
/2009
07:32
Published by alco racing
17 novembre 2008
1
17
/11
/novembre
/2008
12:02
Qu'est ce qu'un réalésage de cylindre moto 2 temps, et comment réaliser cette opération de réalésage dans les meilleures conditions?
En tout premier lieu, il est nécessaire de bien nettoyer le cylindre et le piston pour travailler dans les conditions les meilleures.Ensuite il est impératif de mesurer le diamètre intérieur du cylindre avec un contrôleur d'alésage,ou alésometre sur 3 niveaux de hauteur et à 90 ° sur chaque niveau,ceci pour vérifier la variation de cote due à l'usure du cylindre à rectifier.Dans le cas d'un serrage moteur ,le cylindre est rayé et selon la profondeur des rayures une surcote de realesage est à prévoir,dans les cas les plus graves 2 surcotes de réalésages sont parfois nécessaires.
A partir des mesures du cylindre on peut commander le piston de rechange dans la cote supérieure pour retrouver un cylindre parfait une fois rectifié.
Une fois le cylindre contrôlé,on y ajoute le jeu de fonctionnement entre le piston et le cylindre pour obtenir la cote finale de rectification.Le jeu piston cylindre est généralement noté chez les fabricants de piston ou les fiches technique des moteurs mais nous pouvons réaléser le cylindre avec des jeux différents pour les usages spécifiques tel que compétitions sur piste, tout terrain, endurance ect...
Les tolérances dimensionnelles sont de +/- 5 microns sur les cotes cylindre après réalésage. Les diamètres mini sont de 30 mm jusqu'à 102 mm maxi pour un monocylindre.
La finition de l’état de surface du cylindre se fait en trait croisé pour réduire l'usure des segments et favoriser un rodage progressif et permettre de faire des retenues d'huile.Nous avons aussi différents types de pierres de finition pour la cote finale du cylindre et donner des indices de rugosités adapter aux usages spécifiques comme rodage rapide,moteur spéciaux, ect..........
Dans tout les cas un ébavurage de arrêtes de lumière de transfert, d’admission ou d’échappement et effectué sauf avis contraire pour préserver le durée de vie des segments.
Avant remontage de votre cylindre un bon nettoyage est obligatoire afin de supprimer tout les résidus des pierres de rectification du réalésage . Ceci afin d’éviter une usure rapide du piston ou du cylindre lors de l'utilisation.Pour ce faire un pré nettoyage avec un solvant adapté soit en bac soit en fontaine est judicieux ,et il faudra impérativement finir par un enduisage du cylindre avec de l'huile légère sur toute sa surface et essuyer avec un chiffon blanc de préférence.Tant que des traces grises apparaissent sur le chiffon il faut renouveler l'opération pour etre sure du bon nettoyage cylindre.C'est une opération qui s'effectue 2 à 3 fois et qui est vitale pour la santé de votre moteur refait et sa longévité.
Published by alco racing
15 octobre 2008
3
15
/10
/octobre
/2008
11:59
Situé en Normandie aux portes de l'ile de France et de Paris, l'atelier réalese tout type de cylindre 2 temps et 4 temps du diamètre le plus petit inférieur à 20 mm jusqu'au plus grand 105 mm. Nos réalésages sont effectués sur machine Berco et Sunnen. Différents états de surfaces sont disponibles selon les réalésages souhaités, et les types de cylindres moto ou karting. Selon l'utilisation les jeux piston/cylindre sont adaptés au réalésage moteur désiré. Le réalésage des têtes ou pieds de bielles sont possibles pour tout type de moteur de moto afin de passer en cote réparation les embiellages à roulement ou cage à aiguilles. Nos réalésage s'effectue avec la plus grande précision,+/_ 5 microns soit le demi centième.
Chaque cylindre de moteur moto ou karting est contrôlé avant expédition avec une métrologie récente et fiable.
Lors de l’établissement du bordereau de livraison , chaque réalésage est noté avec cote du piston et du cylindre, ceci afin de permettre au client concessionnaire moto ou motard d'avoir un historique des travaux effectués.
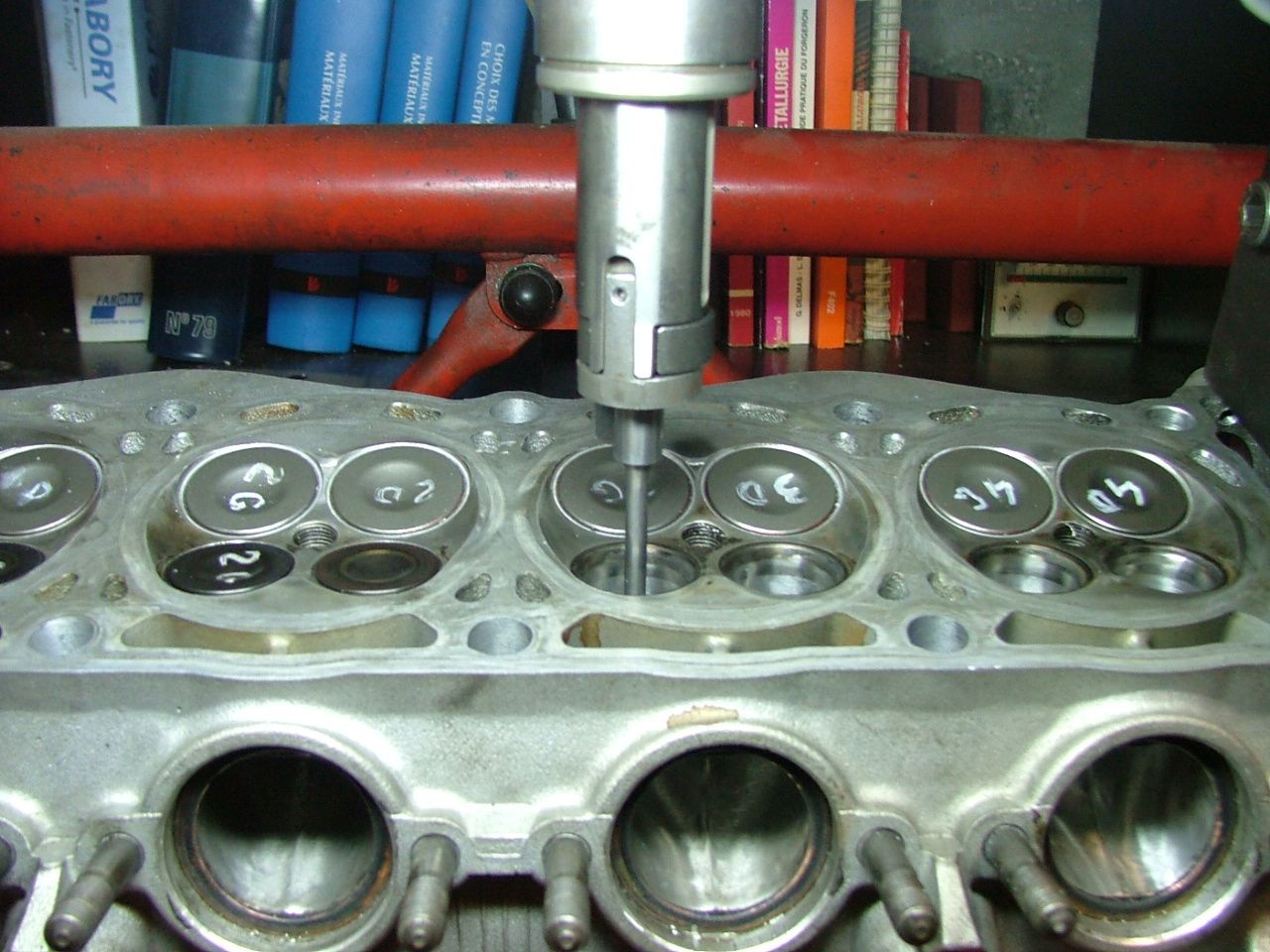
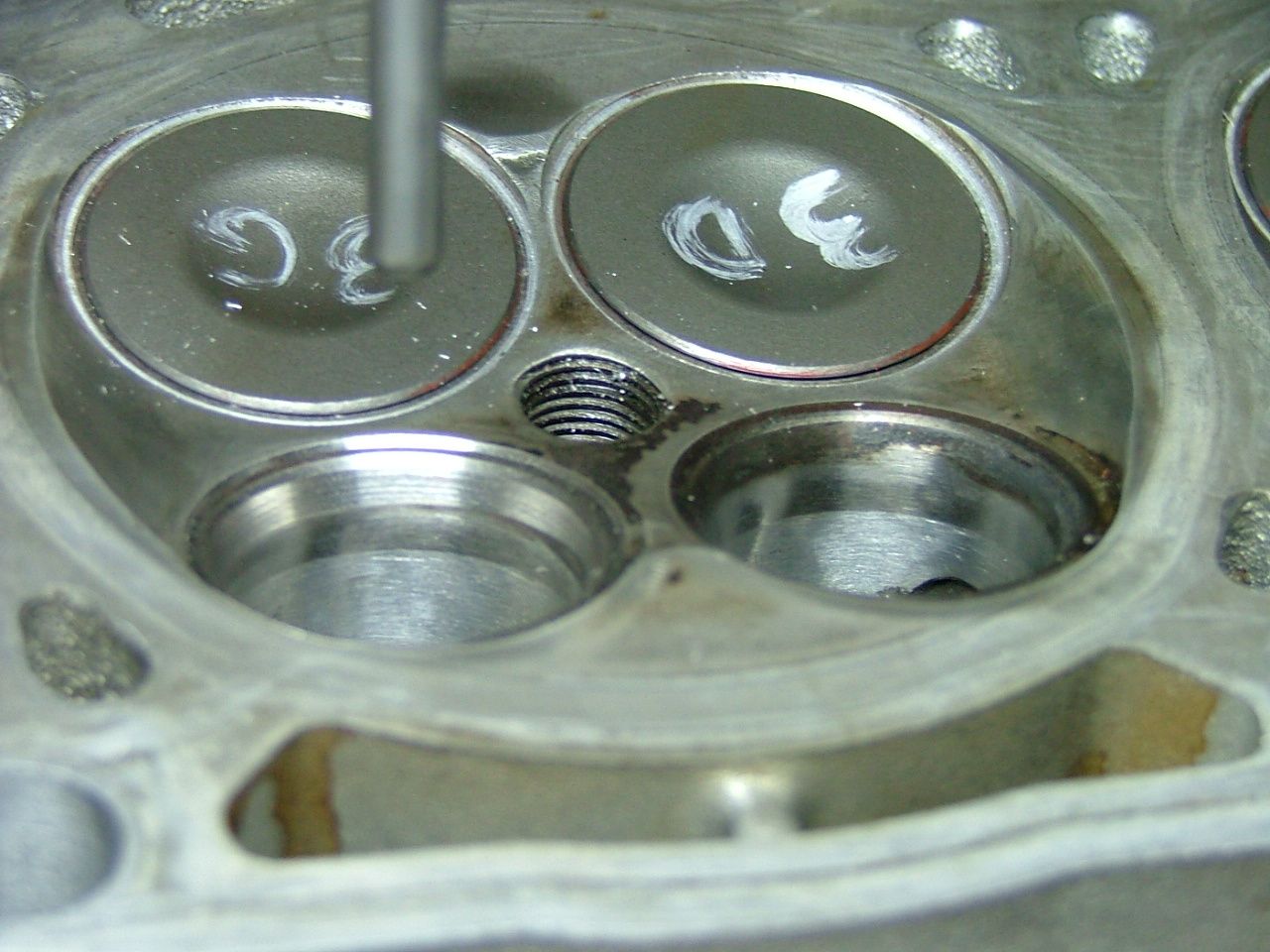
Nous effectuons aussi les travaux de rectification sur les culasses, les sièges de soupapes, et aussi les changements de guide de soupapes. Ces travaux sont réalisés sur machine Serdi . Toute rectification de siège de soupape s'effectue avec la plus grande précision. Les rectifications des sièges de soupapes sont ensuite validées en étanchéité, par une pompe à vide.
Published by alco racing










/image%2F1430681%2F20211210%2Fob_630cd3_20180106-164948.jpg)
/image%2F1430681%2F20211207%2Fob_6ac16b_20210512-093256.jpg)
/image%2F1430681%2F20211207%2Fob_8d37af_20200914-084120.jpg)
/image%2F1430681%2F20211207%2Fob_5a15f0_20190311-155730.jpg)